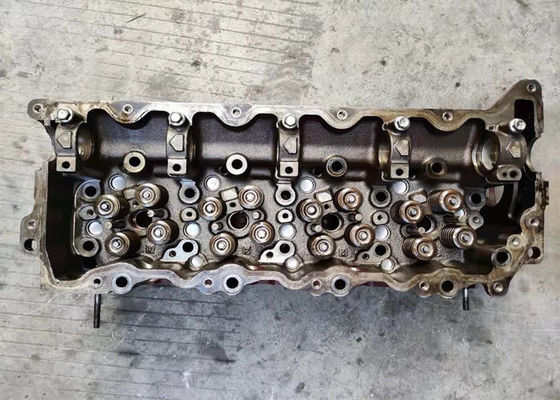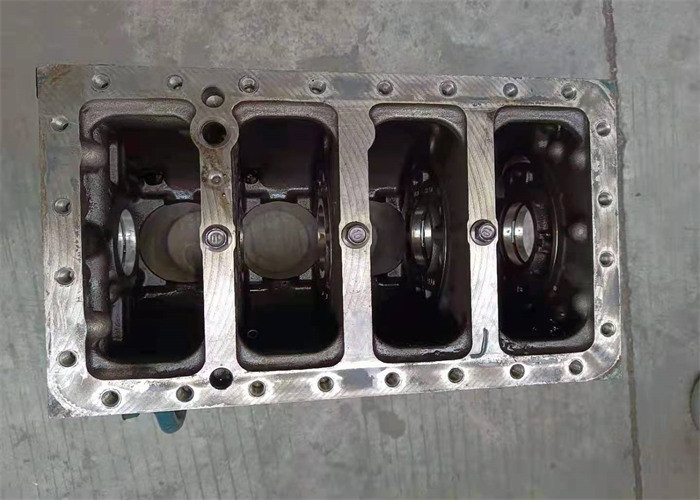


खुदाई करने वाले E307 वाटर कूलिंग के लिए V2403 C2.4 डीजल प्रयुक्त इंजन ब्लॉक:
विनिर्देश
| कार का नाम: इंजन सिलेंडर ब्लॉक |
| मॉडल संख्या: V2403T |
| सिलेंडर स्ट्रोक: 87 |
| सिलेंडर व्यास: 102 |
| आवेदन: खुदाई |
| वाल्व: 8 वाल्व |
| कूलिंग: वाटर कूलिंग |
| इंजेक्शन: एड़ी |
| कार्य प्रपत्र: टर्बो |
विवरण
सिलेंडर ब्लॉक डिजाइन
आमतौर पर इंजन ब्लॉक के लिए उपयोग किए जाने वाले मिश्र धातुओं में EN AC-46200 (AlSi8Cu3) और EN AC45000 (AlSi6Cu4) शामिल हैं, जो क्रमशः अमेरिकी मानक मिश्र A380.2 और A319 के समान हैं।ये हाइपोएटेक्टिक अल-सी मिश्र आमतौर पर पुनर्नवीनीकरण एल्यूमीनियम से उत्पादित होते हैं और ज्यादातर गुरुत्वाकर्षण कास्टिंग प्रक्रियाओं के साथ उत्पादित इंजन ब्लॉक के लिए लागू होते हैं।
अपेक्षाकृत उच्च Cu सामग्री उन्हें ऊंचे तापमान पर अपनी ताकत बनाए रखने में सक्षम बनाती है और उन्हें आसानी से मशीनी बनाती है।अस-कास्ट (F) स्थिति और T4 और T5 ताप उपचार आमतौर पर उपयोग किए जाते हैं।
लगभग सभी उच्च दबाव डाई कास्ट इंजन ब्लॉक बहुत ही सामान्य माध्यमिक मिश्र धातु EN AC-46000 (AlSi9Cu3 (Fe)) के साथ निर्मित होते हैं।अवशिष्ट तनावों को कम करने के लिए एक मध्यम एनीलिंग को छोड़कर, सामान्य रूप से कोई और गर्मी उपचार लागू नहीं किया जा सकता है।
EN AC-42100 (AlSi7Mg0.3) और EN AC-42000 (AlSi7Mg) मिश्र धातुओं से कास्ट इंजन ब्लॉक एक T6 गर्मी उपचार लागू होने पर कमरे के तापमान पर बहुत उच्च शक्ति और बढ़ाव मान प्राप्त करते हैं।T6 उपचार के दौरान शमन के परिणामस्वरूप होने वाले अवशिष्ट तनावों पर ध्यान देना चाहिए।इन मिश्र धातुओं द्वारा पेश किए गए प्लास्टिक शासन में क्रैकिंग के लिए उच्च प्रतिरोध उन्हें इस एप्लिकेशन में आने वाली अधिक कठोर थर्मल थकान लोडिंग स्थितियों से बचने में सक्षम बनाता है।
मशीनेबिलिटी (मुख्य रूप से गड़गड़ाहट) में कुछ बलिदान होता है और गर्मी उपचार में अतिरिक्त लागत होती है क्योंकि आमतौर पर टी 6 या टी 7 तापमान की आवश्यकता होती है।अशुद्धता तत्वों जैसे Fe, Mn, Cu, और Ni की सीमित सामग्री के कारण, ऊपर उल्लिखित द्वितीयक मिश्र धातुओं की तुलना में एक अतिरिक्त लागत भी है।
हाइपरयूटेक्टिक अलसी मिश्र (AlSi17Cu4Mg) के ब्लॉक आमतौर पर कम दबाव वाली डाई कास्टिंग के साथ निर्मित होते हैं और बाद में T6 का इलाज किया जाता है।इसके अलावा यह मिश्र धातु मानक माध्यमिक फाउंड्री मिश्र धातुओं की तुलना में आम तौर पर अधिक महंगा है।
लागू कास्टिंग प्रक्रियाएं
इंजन ब्लॉकों के उत्पादन के लिए, कई कास्टिंग तकनीकों का उपयोग किया जाता है।आर्थिक पहलू से, बड़े पैमाने पर उत्पादित इंजनों के लिए, रेत के सांचों ("कोर पैकेज प्रक्रियाओं") का उपयोग करते हुए अत्यधिक स्वचालित कास्टिंग विधियां, जहां चक्र का समय ठोसकरण की स्थिति से सीमित नहीं है, डाई कास्टिंग विधियों के साथ प्रतिस्पर्धा कर रहे हैं जहां चक्र का समय सीमित है।
![]()
![]()
![]()