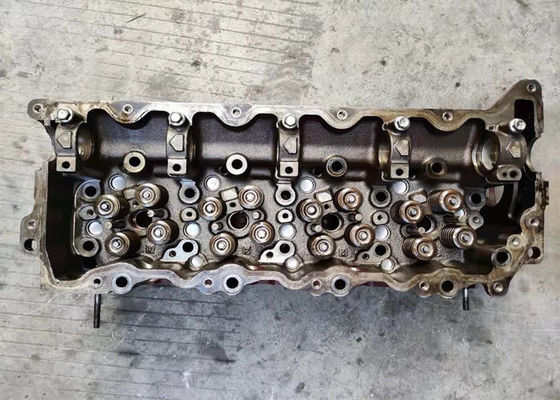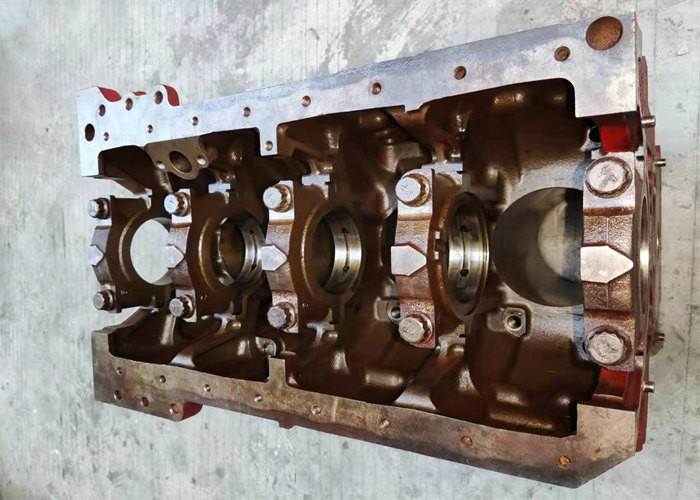
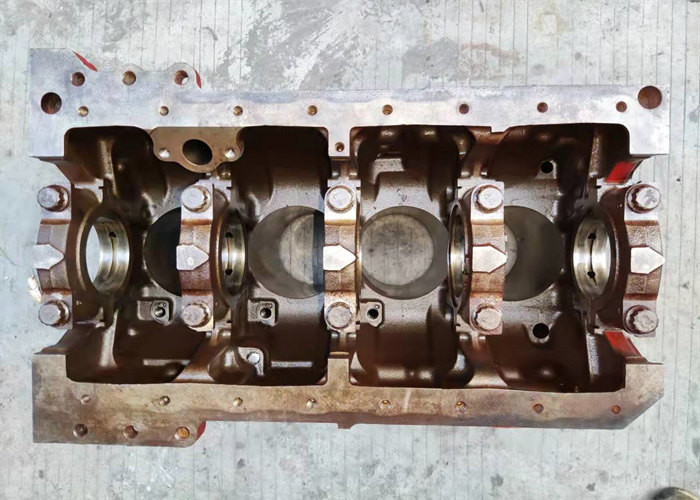
खुदाई SK200 - 8 SK250 - 8 11401 - E0702 के लिए J05E प्रयुक्त इंजन ब्लॉक
विनिर्देश
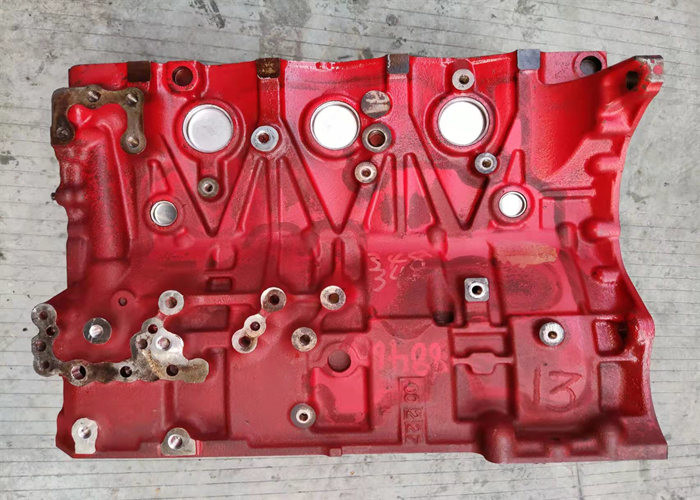
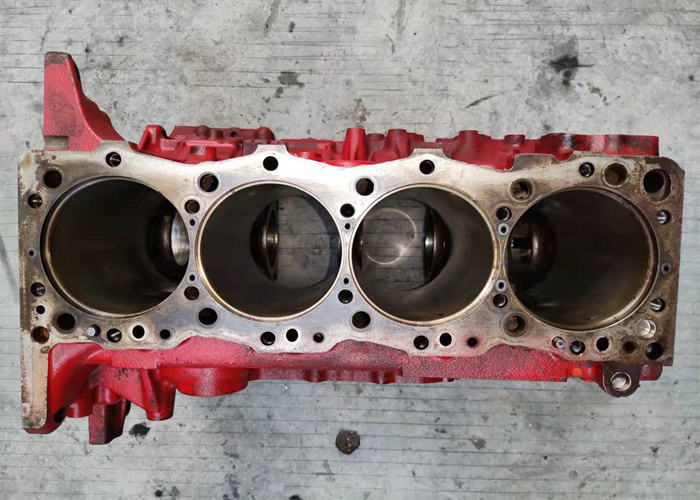
| कार का नाम: इंजन सिलेंडर ब्लॉक |
| मॉडल संख्या: J05E |
| सिलेंडर स्ट्रोक: 130 |
| सिलेंडर व्यास: 112 |
| आवेदन: खुदाई |
| वाल्व: 16 वाल्व |
| कूलिंग: वाटर कूलिंग |
| इंजेक्शन: इलेक्ट्रिक |
| कार्य प्रपत्र: टर्बो |
| सिलेंडर की संख्या: 4 |
विवरण
लागू कास्टिंग प्रक्रियाएं
इंजन ब्लॉकों के उत्पादन के लिए, कई कास्टिंग तकनीकों का उपयोग किया जाता है।आर्थिक पहलू से, बड़े पैमाने पर उत्पादित इंजनों के लिए, रेत के सांचों ("कोर पैकेज प्रोसेस") का उपयोग करते हुए अत्यधिक स्वचालित कास्टिंग विधियाँ, जहाँ चक्र का समय जमने तक सीमित नहीं है
स्थितियां, डाई कास्टिंग विधियों के साथ प्रतिस्पर्धा कर रही हैं जहां चक्र का समय सीमित है।
वर्तमान में उत्पादित अधिकांश एल्यूमीनियम इंजन ब्लॉक, विशेष रूप से तीन से छह सिलेंडर इन-लाइन इंजन लागत-प्रभावशीलता के लिए एचपीडीसी प्रक्रिया का उपयोग करके उत्पादित किए जाते हैं।इस प्रक्रिया को उच्च उत्पादकता की विशेषता है, हालांकि, उत्पादन की मात्रा बड़ी होनी चाहिए
काफी उच्च टूलींग निवेश का भुगतान सुनिश्चित करने के लिए पर्याप्त है
.
स्टील मोल्ड का अनुप्रयोग लागू कास्टिंग मिश्र धातुओं की सीमा को सीमित करता है।सिद्धांत रूप में, एचपीडीसी तकनीक केवल खुले डेक इंजन ब्लॉक डिजाइनों के निर्माण की अनुमति देती है।लेकिन एक स्पष्ट रूप से कम पानी की जैकेट की गहराई और सह-मोल्ड सिलेंडर बोर के साथ, एक की प्राप्ति
अधिकांश इनलाइन इंजनों की आवश्यकताओं को पूरा करने के लिए पर्याप्त कठोर सिलेंडर क्षेत्र के साथ खुला डेक संस्करण संभव है।इसके अलावा उद्देश्य से निर्मित रेत कोर जो एचपीडीसी कास्टिंग विधि के उच्च दबाव और थर्मल तनाव का सामना करते हैं, विशिष्ट अनुप्रयोगों के लिए पेश किए जा सकते हैं (शीर्ष
बंद डेक डिजाइन में प्रदर्शन इंजन), लेकिन आमतौर पर इस विकल्प पर विचार नहीं किया जाता है।
हाई प्रेशर डाई कास्टिंग नेट-आकृति वाले हिस्सों के पास हैं जो आयामों, आकार और स्थिति के मामले में काफी सटीक आकृति और बेहद संकीर्ण सहनशीलता प्रदान करते हैं।बहुत अशांत मोल्ड भरने के कारण, एक निश्चित मात्रा में कास्टिंग दोष (विशेष रूप से गैस समावेशन) अपरिहार्य है।इस प्रभाव को उन्नत वैक्यूम प्रौद्योगिकियों के अनुप्रयोग द्वारा मुआवजा दिया जा सकता है।गेट सिस्टम के जल्दी जमने के परिणामस्वरूप पुन: खिलाने की संभावनाएं सीमित हैं, हालांकि, कुछ मामलों में, संकोचन गुहाओं का स्थानीय गठन हो सकता है
स्थानीय निचोड़ने वालों द्वारा मुकाबला।
पतली दीवार वाले क्षेत्रों में, उच्च दबाव डाई कास्टिंग की उच्च जमने की दर महत्वपूर्ण शक्ति स्तर की ओर ले जाती है।पारंपरिक एचपीडीसी प्रक्रिया द्वारा निर्मित इंजन ब्लॉक आमतौर पर कास्ट अवस्था में उपयोग किए जाते हैं।हीट ट्रीटमेंट (जैसे सॉल्यूशन हीट ट्रीटमेंट और आर्टिफिशियल एज हार्डनिंग)
या वेल्डिंग संचालन से आमतौर पर बचा जाता है क्योंकि इसके लिए परिष्कृत उच्च वैक्यूम प्रौद्योगिकियों के अनुप्रयोग की आवश्यकता होगी।
![]()
![]()
![]()