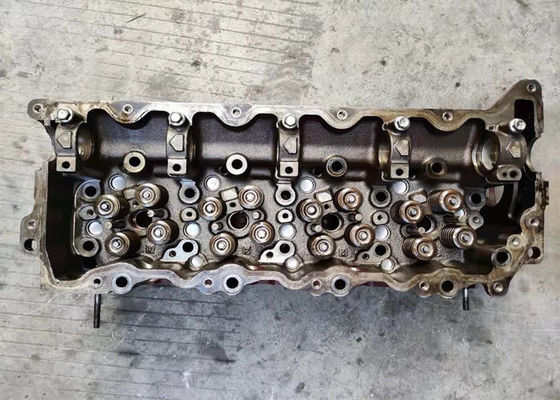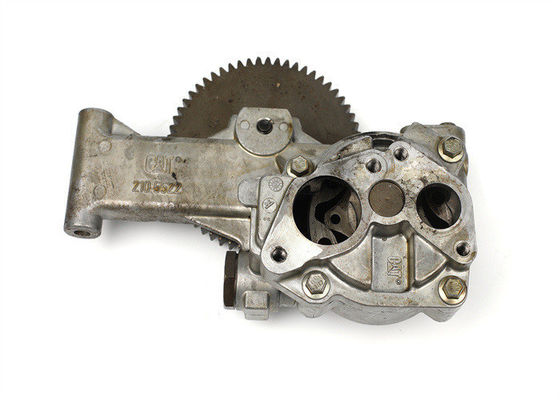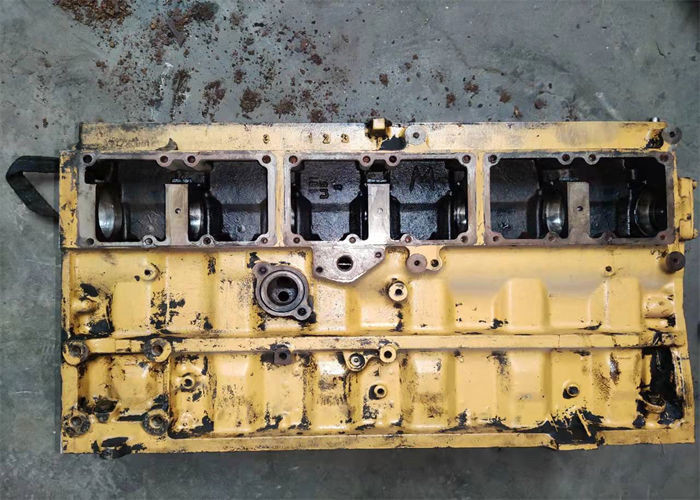

खुदाई करने वाले E329D वाटर कूलिंग 221 - 4479 . के लिए C7 डीजल प्रयुक्त इंजन ब्लॉक
विनिर्देश
| कार का नाम: इंजन सिलेंडर ब्लॉक |
| मॉडल संख्या: C7 |
| सिलेंडर स्ट्रोक: 127 |
| सिलेंडर व्यास: 110 |
| आवेदन: खुदाई |
| वाल्व: 18 वाल्व |
| कूलिंग: वाटर कूलिंग |
| इंजेक्शन: इलेक्ट्रिक |
| कार्य प्रपत्र: टर्बो |
विवरण
दरार के बारे में
दरारों के बारे में ध्यान रखने वाली एक और बात यह है कि वे अक्सर बहुत अधिक गर्मी का परिणाम होती हैं।एक टपका हुआ सिर गैसकेट, पानी पंप, रेडिएटर या शीतलक नली ने शीतलक के नुकसान की अनुमति दी हो सकती है जिससे अंततः इंजन गर्म हो गया और अधिक गरम हो गया।आंशिक रूप से प्लग किए गए उत्प्रेरक कनवर्टर (या डीजल इंजन पर पार्टिकुलेट फ़िल्टर) के कारण होने वाला निकास प्रतिबंध भी इंजन में गर्मी का बैकअप ले सकता है।इसलिए किसी भी चीज की पहचान करना और उसे खत्म करना महत्वपूर्ण है, जिसके कारण इंजन को वापस सेवा में रखने से पहले गर्म हो सकता है - अन्यथा आपकी दरार की मरम्मत अल्पकालिक हो सकती है।
गर्म या ठंडे मरम्मत
Diesel_repair_1क्रैक की मरम्मत को ठंडा (पिनिंग) या गर्म (वेल्डिंग और ब्रेज़िंग) किया जा सकता है।उपयोग की जाने वाली विधि दरार के आकार और ढलाई के प्रकार (कच्चा लोहा या एल्यूमीनियम) पर निर्भर करेगी।शीत दरार की मरम्मत करने का मुख्य लाभ यह है कि इसमें गर्मी की आवश्यकता नहीं होती है।कोई गर्मी का मतलब कास्टिंग को पहले से गरम करने और ठंडा करने के लिए अतिरिक्त समय की आवश्यकता नहीं है, और कास्टिंग को विकृत या विकृत करने का कोई खतरा प्रस्तुत नहीं करता है।एक सिलेंडर सिर या ब्लॉक को गर्म करने से इसका विस्तार होता है, जो बदले में धातु में थर्मल तनाव पैदा करता है जो धातु के ठंडा होने पर बाद में क्रैकिंग का कारण बन सकता है - खासकर अगर यह बहुत जल्दी ठंडा हो जाता है।
पिनिंग के साथ, यह सुनिश्चित करने के बारे में भी कम चिंता है कि दरार के आसपास की धातु पूरी तरह से साफ है।किसी भी प्रकार की वेल्डिंग के लिए पूरी तरह से साफ सतह की आवश्यकता होती है जो तेल, तेल या गंदगी जैसे दूषित पदार्थों से मुक्त होनी चाहिए।इसका मतलब है कि कास्टिंग को वेल्ड करने से पहले पहले से साफ किया जाना चाहिए।इसके अलावा, वेल्डिंग के लिए एक डाई ग्राइंडर के साथ दरार को पीसने की आवश्यकता होती है ताकि नई धातु दरार के दोनों ओर धातु को शून्य और फ्यूज भर सके।
कास्ट आयरन हेड्स और ब्लॉक्स के साथ, 80 प्रतिशत दरारों की मरम्मत आमतौर पर लोहे या स्टील पिन या टेपर्ड प्लग से की जा सकती है, जबकि 20 प्रतिशत दरारों के लिए फर्नेस वेल्डिंग, फ्लेम स्प्रे वेल्डिंग या ब्रेजिंग की आवश्यकता होगी।एल्यूमीनियम सिर और ब्लॉक के साथ, यह बिल्कुल विपरीत है।लगभग 80 प्रतिशत दरारों की मरम्मत टंगस्टन अक्रिय गैस (TIG) वेल्डिंग द्वारा की जाती है जबकि 20 प्रतिशत दरारों की मरम्मत एल्यूमीनियम पिन या प्लग से की जाती है।
![]()
![]()
![]()