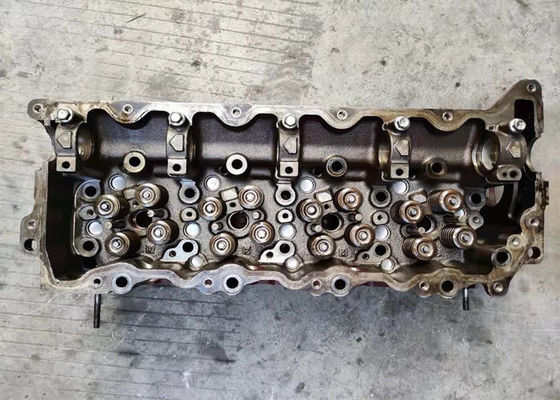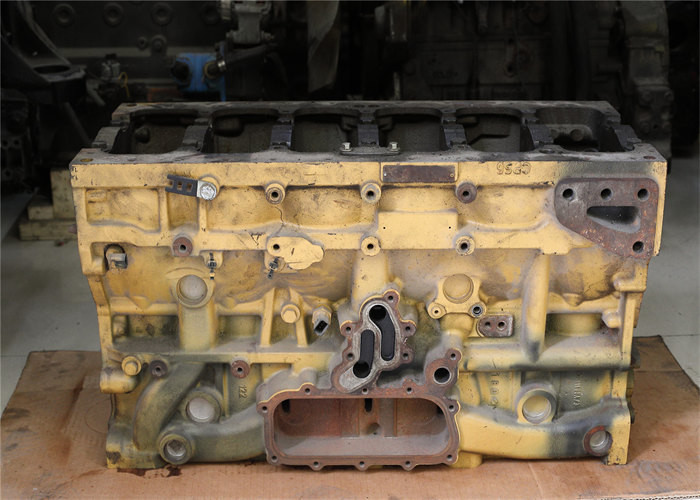
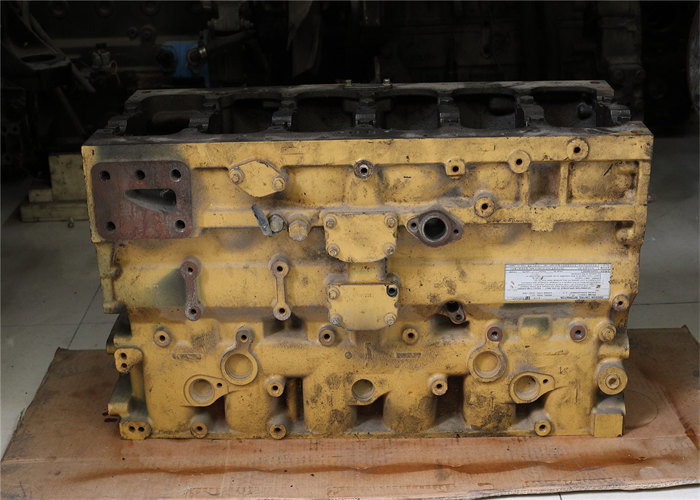
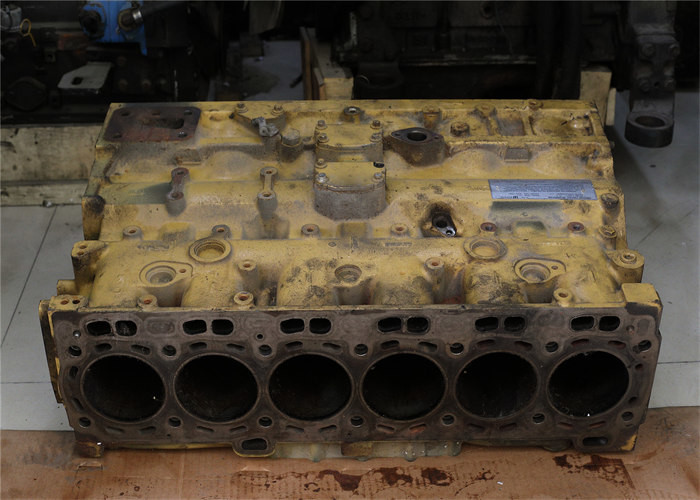
खुदाई करने वाले E320D E320D2 वाटर कूलिंग के लिए C6.6 डीजल प्रयुक्त इंजन ब्लॉक
विनिर्देश
| कार का नाम: इंजन सिलेंडर ब्लॉक |
| मॉडल संख्या: C6.6 |
| इंजन का प्रकार: डीजल |
| आवेदन: खुदाई |
| वाल्व: 24 वाल्व |
| कूलिंग: वाटर कूलिंग |
| इंजेक्शन: इलेक्ट्रिक |
| कार्य प्रपत्र: टर्बो |
विवरण
पिनिंग तकनीक
एक ठंडी दरार की मरम्मत में अंतिम चरण एक हवा के हथौड़े में एक कुंद उपकरण बिट के साथ पिन या प्लग के शीर्ष पर देखना है।पीनिंग पिंस के शीर्ष को विकृत करता है और उन्हें आसपास की धातु में मिलाने में मदद करता है।पीनिंग एक रिसाव मुक्त सील के लिए ऊपरी धागों को भी संकुचित करता है।फिर पिंस को आवश्यकतानुसार ग्राउंड फ्लश किया जा सकता है, इसके बाद लगभग अदृश्य मरम्मत करने के लिए अधिक पेइंग किया जा सकता है।
एक बार सिलेंडर हेड पर मरम्मत पूरी हो जाने के बाद, यह सुनिश्चित करने के लिए कि कोई रिसाव नहीं है, सिर को फिर से दबाव परीक्षण किया जाना चाहिए।यदि छोटे रिसाव होते हैं, तो उन्हें अक्सर अतिरिक्त पीनिंग और/या अतिरिक्त पिन स्थापित करके ठीक किया जा सकता है।इसके अलावा, सिर को फिर से जांचने के लिए बहुत अधिक वायु दाब का उपयोग न करें क्योंकि यह पूरी तरह से ठीक होने से पहले थ्रेड सीलर को बाहर निकाल सकता है।
वेल्डिंग विकल्प
irontite_tapered_plugs_1यदि एक फटा हुआ सिर या ब्लॉक दरारों को पिन या प्लग से भरकर ठीक नहीं किया जा सकता है, तो वेल्डिंग एक अन्य विकल्प है।कच्चा लोहा सिर के लिए, इसमें भट्ठी वेल्डिंग, लौ स्प्रे वेल्डिंग या टांकना शामिल है।एल्यूमीनियम के सिर के साथ, यह टीआईजी वेल्डिंग होगा।
फर्नेस वेल्डिंग के लिए एक कुशल वेल्डर की आवश्यकता होती है और ओवन में सिर को 1,000 से 1,400 डिग्री फ़ारेनहाइट (मध्यम लाल रंग) में पहले से गरम करना पड़ता है।सिर पूरी तरह से साफ होना चाहिए और वेल्डिंग से पहले वाल्व गाइड, सीटें और किसी भी स्टड को हटा दिया जाना चाहिए।फिलर रॉड (जो सिर के समान मिश्र धातु होनी चाहिए) को स्वीकार करने के लिए दरार को पानी के जैकेट तक सभी तरह से बाहर किया जाना चाहिए।
वेल्डिंग एक एसिटिलीन मशाल और एक तटस्थ लौ के साथ किया जाता है।दरार भर जाने के बाद, सिर को बहुत जल्दी ठंडा होने से रोकने के लिए एक इन्सुलेट कंबल में लपेटा जाना चाहिए (जिसके परिणामस्वरूप कठोर धब्बे या अतिरिक्त क्रैकिंग हो सकती है)।ठंडा करने की दर 200 डिग्री फ़ारेनहाइट प्रति घंटे से अधिक नहीं होनी चाहिए, इसलिए इसे कमरे के तापमान पर वापस ठंडा होने में 6 से 7 घंटे लगने चाहिए।
![]()
![]()
![]()