
खुदाई करने वाले E349D E349F वाटर कूलिंग के लिए C13 डीजल प्रयुक्त इंजन ब्लॉक
विनिर्देश
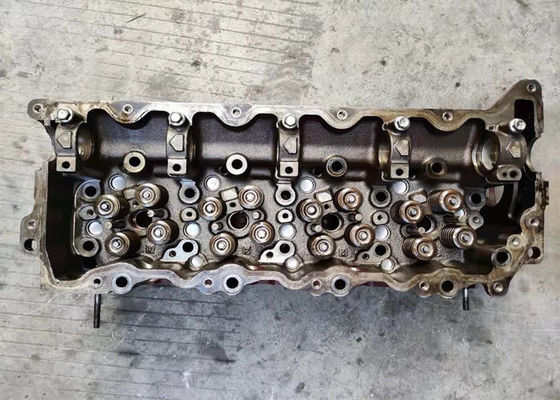
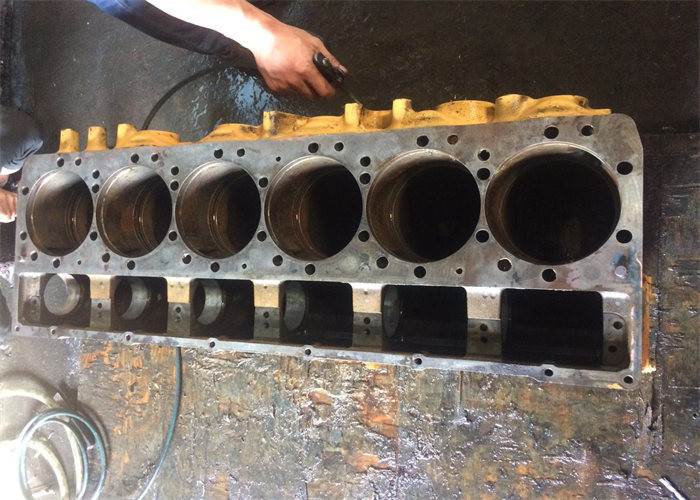
| कार का नाम: इंजन सिलेंडर ब्लॉक |
| मॉडल संख्या: C13 |
| इंजन का प्रकार: डीजल |
| आवेदन: खुदाई |
| वाल्व: 24 वाल्व |
| कूलिंग: वाटर कूलिंग |
| इंजेक्शन: इलेक्ट्रिक |
| कार्य प्रपत्र: टर्बो |
विवरण
लौ स्प्रे वेल्डिंग
कास्ट आयरन हेड्स और ब्लॉक्स में दरारों की मरम्मत के लिए एक अन्य तकनीक फ्लेम स्प्रे (पाउडर) वेल्डिंग है।फ्लेम स्प्रे वेल्डिंग फर्नेस वेल्डिंग की तुलना में तेज और आसान है, और फर्नेस वेल्डिंग की तरह ही मजबूत और लंबे समय तक चलने वाली मरम्मत कर सकती है।दरार भर जाने के बाद भी सिर को पहले से गरम और धीमी गति से ठंडा करना पड़ता है।
irontite_tapered_plugs_2फ्लेम स्प्रे टॉर्च में एक ट्रिगर-संचालित हॉपर होता है जो निकल पाउडर को लौ में भर देता है।जब पाउडर लौ के संपर्क में आता है, तो यह पिघल जाता है और मरम्मत क्षेत्र को भरने के लिए दरार के किनारों पर फ़्यूज़ हो जाता है।प्रक्रिया टांकना के समान है, लेकिन टांकना की तुलना में अधिक मजबूत मरम्मत का परिणाम है।पाउडर का उपयोग छिद्रों और दरारों को भरने और खराब या क्षतिग्रस्त वाल्व सीटों को बनाने के लिए किया जा सकता है।
टीआईजी वेल्डिंग एल्युमिनियम हेड्स
एल्युमिनियम हेड्स में दरारें अक्सर आर्गन या कभी-कभी हीलियम गैस का उपयोग करके टीआईजी वेल्डिंग द्वारा मरम्मत की जाती हैं।एक अक्रिय गैस ढाल की आवश्यकता होती है क्योंकि एल्यूमीनियम हवा के संपर्क में आने पर ऑक्साइड कोटिंग बनाता है।ऑक्साइड कोटिंग वेल्ड को दूषित कर सकती है और फिलर रॉड को आसपास की धातु के साथ फ्यूज होने से रोक सकती है।एक प्रत्यावर्ती धारा का उपयोग धातु को बारी-बारी से गर्म करने और बनने वाले किसी भी ऑक्साइड को जलाने के लिए किया जाता है।कच्चा लोहा की तरह, वेल्डिंग से पहले एल्यूमीनियम को पहले से गरम किया जाना चाहिए।लेकिन एल्युमीनियम के साथ आपको केवल 350 से 450 डिग्री F पर प्रीहीट करने की आवश्यकता होती है।
एल्यूमीनियम कच्चा लोहा की तुलना में बहुत तेजी से गर्मी का संचालन करता है इसलिए सिर को गर्म रखना महत्वपूर्ण है जब इसे वेल्ड किया जा रहा हो।वेल्डिंग तकनीक अलग-अलग होती है, लेकिन मूल विचार आसपास की धातु को पिघलाना और दरार को पिघली हुई धातु और भराव की छड़ से भरना है।सबसे मजबूत वेल्ड एक फिलर रॉड का उपयोग करके प्राप्त किया जाता है जो कास्टिंग में मिश्र धातु से निकटता से मेल खाता है।अच्छी तरह से काम करने वाली दो फिलर रॉड #4043 और #5356 5 प्रतिशत मैग्नीशियम के साथ हैं।TIG वेल्डर पर उपयोग किए जाने वाले इलेक्ट्रोड के प्रकार से भी फर्क पड़ सकता है।टंगस्टन थोरियम इलेक्ट्रोड एल्यूमीनियम के साथ अच्छी तरह से काम करते हैं, लेकिन ज़िरकोनियम टंगस्टन इलेक्ट्रोड (जो बहुत अधिक महंगे हैं) को आयरनटाइट_टेपरेड_प्लग_3सबसे अच्छा माना जाता है।
![]()
![]()